Coccion a vapor de las materias primas
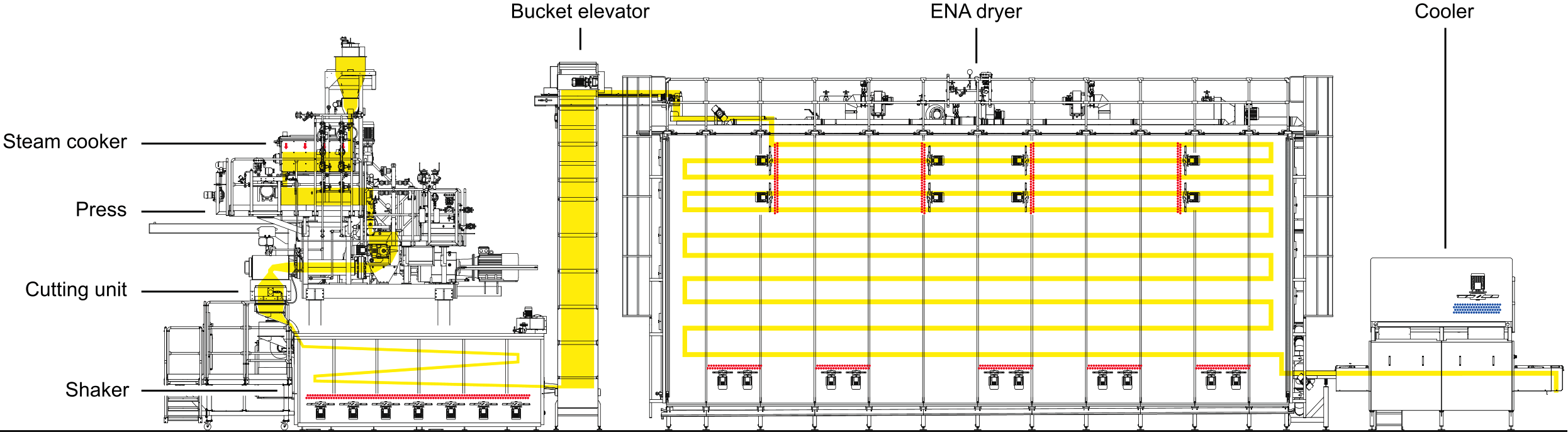
Es posible producir pasta con cualquier tipo de materia prima sin gluten (maíz, arroz, quinoa, etc.). Durante esta fase, gracias a una dosificación volumétrica precisa y a un poderoso sistema de inyección de vapor, el almidón contenido en las materias primas es gelatinizado, listo para la siguiente etapa de formado.
Prensa
La materia prima, ya gelatinizada y humectada en la fase anterior, es amasada en un tina al vacío y luego extruida mediante tornillos de compresión de alta eficiencia, necesarios para mantener la forma de la pasta a la salida del cabezal de corte.
La unidad de corte es una unidad completamente independiente, fijada a las patas de la prensa. Es adecuada para el corte de todo tipo de formas incluyendo la aplicación del dispositivo de corte para "penne".
Trabatto
El trabatto está equipado con un innovador sistema de movimiento (patentado), que permite un importante ahorro de energía. En el vibrador, la superficie de la pasta es secada muy rápidamente mediante aire caliente, para prevenir que la pasta se pegue en los siguientes pasos del proceso de producción.
Secadero E.N.A.
El proceso completo de secado de la pasta transcurre en dos zonas dentro del equipo: pre-secado y el secado principal, con unidades separadas de control de termohigrorregulación. Una fase de presecado de aproximadamente 40 minutos, seguida por una fase de secado de aproximadamente 2 horas, para terminar con una fase de estabilización de aproximadamente 30 minutos, permite una producción de alta calidad a partir de cualquier tipo de materia prima. El secador E.N.A. está equipado con paneles de fibra de vidrio de alta densidad, revestidos interiormente con láminas de acero inoxidable y juntas de silicona.
Enfriador
El enfriador de aire/agua está equipado con una unidad de enfriamiento externa para bajar la temperatura de la pasta y hacerla adecuada para su posterior almacenamiento o empaque.
Capacidad y dimensiones
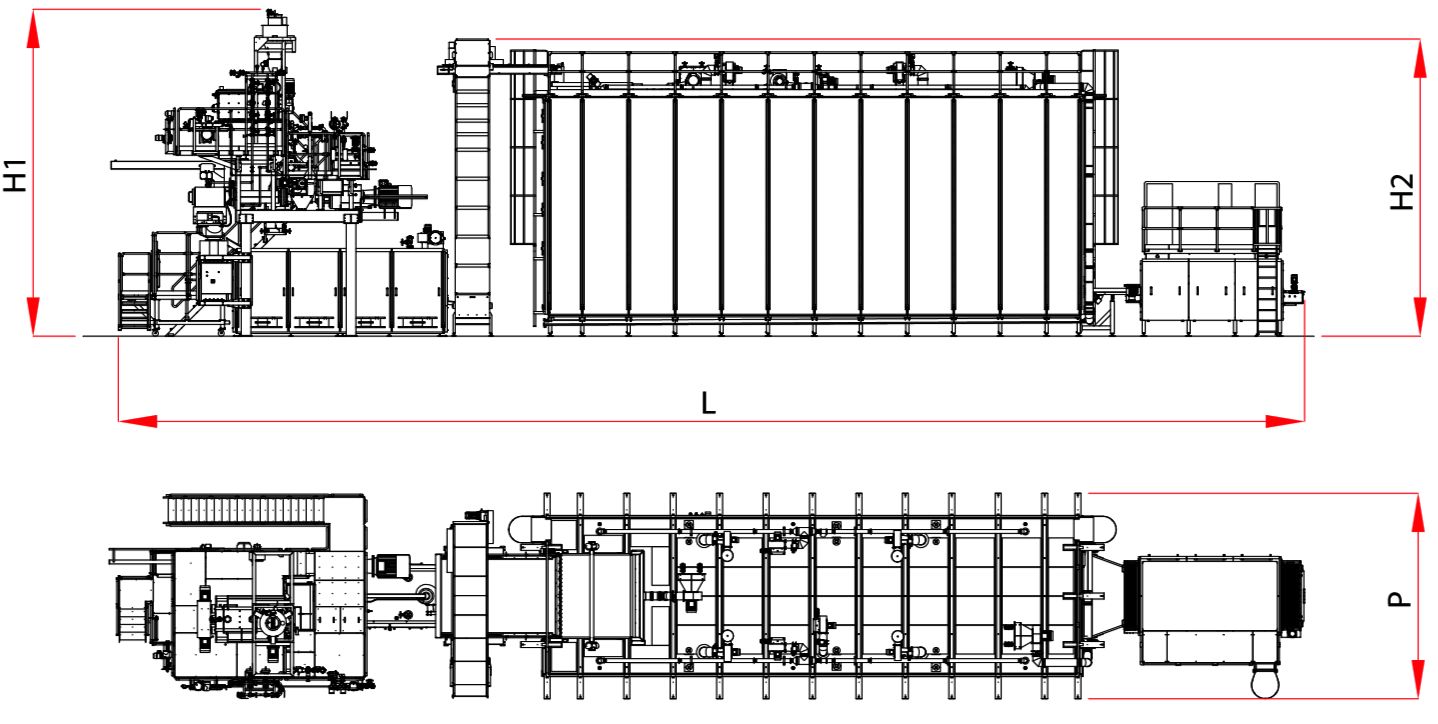
| Capacidad a la salida (Kg/h) | Prensa | Composición de la Línea | H1 (mm) | H2 (mm) | L (mm) | P (mm) |
|---|---|---|---|---|---|---|
| 700 | 1.145.C 400 | TMVS 700 - E.N.A. DD 9/9 | 8000 | 6200 | 23100 | 4860 |
| 1000 | 1.165.C 460 | TMVS 1000 - E.N.A. DD 11/9 | 8000 | 6200 | 25500 | 4860 |
| 1500 | 1.210.C 520 | TMVS 1500 - E.N.A. DD 11/11 | 8500 | 6900 | 27000 | 4860 |